 English
English
 русский
русский
 Español
Español
Винтовые насосы с одинаковой толщиной стенок
Cat:Одновинтовых Насосах
Винтовые насосы оснащены статором одинаковой толщины стенки, имеют одинаковые характеристики насоса, расход насоса и давление увеличены. Одинаковая...
Смотрите подробностиКонтент
Винтовые насосы полагаются на шесть критически важных запасных частей требующие регулярного осмотра и замены: статор (подкладка из эластомера, срок службы 6-18 месяцев), ротор (винтовой вал из нержавеющей стали, 2-5 лет), соединительный стержень (подключает привод к ротору, 2-4 года), приводной вал (силовая передача, 3-6 лет), универсальный шарнир в сборе (соединяет концы стержней) и механические уплотнения/упаковка (предотвращает утечку). Эти компоненты работают в герметичных полостях, образованных посадкой с натягом ротор-статор, что делает совместимость материалов и точную установку необходимыми для долговечности эксплуатации.
Замена статора — наиболее частая задача технического обслуживания, требующая систематического выполнения во избежание повреждения соседних компонентов.
Начать с полная разгерметизация системы и отключение всех источников питания для предотвращения случайного запуска. Слейте всю жидкость из корпуса насоса — остатки химикатов могут повредить новые эластомерные компоненты во время установки. Перед разборкой насосов, перекачивающих опасные материалы, промойте полость совместимыми нейтрализующими средствами.
Ослабьте болты корпуса равномерно, крест-накрест во избежание деформации корпуса насоса. При необходимости извлеките старый статор с помощью съемника — никогда не применяйте силу для снятия с помощью металлических инструментов, которые могут поцарапать ротор. После снятия осмотрите ротор на наличие царапин, коррозии или размерного износа, превышающего допуск 0,1 мм . Немедленно замените ротор при обнаружении повреждения поверхности, поскольку изношенные роторы разрушают новые статоры в течение 100 часов работы.
Смажьте отверстие статора водой или совместимой жидкостью (мыльная вода для ЭПДМ/NBR, на основе силикона для FKM) для облегчения установки и предотвращения разрыва эластомера. Точно совместите впускные/выпускные отверстия с маркировкой на корпусе: несоосность приводит к турбулентному потоку и преждевременному износу. Установите ротор на место и выполните сухое ручное вращение чтобы убедиться в плавности работы перед подачей питания. Затягивайте болты поэтапно в соответствии с моментом затяжки, указанным производителем, проверяя заедание при каждом приращении.
Запустите насос на пониженная скорость (60% от номинальной частоты вращения) на 1-2 часа чтобы эластомер статора соответствовал геометрии ротора без перегрева. В течение этого периода следите за температурой подшипников, уровнем вибрации и утечками через уплотнения. Постепенное увеличение нагрузки предотвращает термический удар, который может вызвать набухание или расслоение статора.
Планирование профилактического обслуживания напрямую коррелирует с долговечностью компонентов. Винтовые насосы требуют первичный осмотр через 700-1000 часов работы , с последующими интервалами, не превышающими 1500 часов, в зависимости от наблюдаемой степени износа. [^61^]
| Компонент | Стандартный интервал | Абразивные жидкости | Высокая температура | Инспекционный фокус |
|---|---|---|---|---|
| Статор | 6-12 месяцев | 3-6 месяцев | 4-8 месяцев | Твердость эластомера, растрескивание, набухание |
| Ротор | 24-36 месяцев | 12-18 месяцев | 18-24 месяца | Износ хромированного покрытия, точность размеров |
| Универсальный шарнир | 12 месяцев | 6 месяцев | 6 месяцев | Состояние смазки, износ штифтов, целостность уплотнения |
| Механическое уплотнение | 12-18 месяцев | 6-12 месяцев | 6-9 месяцев | Плоскость поверхности, эластичность уплотнительного кольца |
| Соединительный стержень | 24-48 месяцев | 18-24 месяца | 24 месяца | Прямолинейность, зазор шарнирного пальца |
Причины неправильного сочетания материалов 40-60% преждевременных отказов запчастей . Эластомеры статора должны соответствовать требованиям по химической совместимости, температурному диапазону и стойкости к истиранию. [^66^]
Стандартные роторы используют нержавеющая сталь 304 или 316 с хромированием (толщина 0,05-0,1мм) для износостойкости. Для высокоабразивных применений (горнодобывающая промышленность, буровой раствор) укажите дуплексные роторы из нержавеющей стали или с керамическим покрытием — они продлевают срок службы на 300 % в жидкостях с содержанием песка, хотя и требуют 50–80 % надбавки к стоимости. [^66^] Для пищевой и фармацевтической промышленности требуется нержавеющая сталь 316L с отделкой поверхности, соответствующей требованиям FDA (Ra ≤ 0,8 мкм).
Быстрый износ статора (менее 3 месяцев) указывает скорее на эксплуатационное несоответствие, чем на дефект материала. [^61^]
Вздутие и заедание статора происходит, когда перекачиваемая жидкость химически воздействует на эластомер или когда температура превышает пределы материала. Немедленные действия требуют перехода на совместимый эластомер (FKM для углеводородов, EPDM для водных растворов) и установку контроля температуры. Надрезы ротора по окружности сигнализирует о попадании абразивных частиц — установите сетчатые фильтры с размером ячеек 0,5 мм на входе и рассмотрите возможность использования закаленных покрытий ротора. Припадок универсального сустава возникает в результате нарушения смазки или повреждения уплотнения; каждые 500 часов смазывайте литиевой комплексной смазкой NLGI Grade 2, совместимой с материалами соединений.
Никогда не эксплуатируйте винтовые насосы всухую. — даже 10–15 секунд сухого вращения выделяют достаточно тепла, чтобы разрушить эластомер статора за счет трения. [^61^] Установите устройства защиты от сухого хода: емкостные датчики уровня во всасывающем баке, датчики вибрации, обнаруживающие признаки кавитации, или датчики крутящего момента, измеряющие падение нагрузки. Эти системы стоят 200–500 долларов США, но исключают возможность замены статора стоимостью 800–2500 долларов США в зависимости от размера насоса.
Запчасти послепродажного обслуживания от производителей, сертифицированных по стандарту ISO (ISO 9001:2015), по большинству компонентов соответствуют спецификациям OEM или превосходят их. [^64^] Однако использование статоров сторонних производителей в насосах, на которые распространяется действующая гарантия, может привести к аннулированию покрытия в случае неисправностей, связанных с эластомером. Ведение документации по спецификациям деталей и записей о закупках. Критические приложения (ядерная, аэрокосмическая промышленность) обычно требуют исключительно OEM-запчастей.
Найдите идентификационную табличку насоса с указанием серии модели (например, Netzsch NM038, Seepex BN26, Mono C23). Перекрестная ссылка на сборочные чертежи в разобранном виде в руководстве. Для изношенных деталей без маркировки измерьте диаметр ротора, длину статора, шаг и эксцентриситет. Ведущие поставщики поддерживают базы данных обмена, охватывающие серии Netzsch NEMO, Seepex, Mono, PCM и Allweiler с 95% совместимость деталей посредством стандартизации размеров. [^64^]
Поддержание запасов в зависимости от критичности: статорs (1-2 единицы, самая высокая интенсивность отказов), комплекты механических уплотнений (полные комплекты, включая уплотнительные кольца и торцы), универсальные шарнирные пальцы и втулки (предметы ношения) и комплекты прокладок (корпус статора, камера уплотнения). Роторы и соединительные тяги имеют более длительный срок поставки (4–8 недель для нестандартных материалов) — запасайте их только для критически важных процессов, где время простоя превышает 10 000 долларов США в день.
Преждевременный отказ возникает по трем причинам: неправильный взлом (сразу бегу на полной скорости), химическая несовместимость (набухание или затвердевание эластомера), или увеличенный ротор (чрезмерный натяг, вызывающий перегрев). Убедитесь, что диаметр ротора соответствует характеристикам статора — роторы уменьшенного диаметра (меньше на 0,3–0,5 мм) предназначены для высокотемпературных применений, чтобы компенсировать тепловое расширение. [^61^]
Не строго требуется, но настоятельно рекомендуется, когда любой из компонентов достигает 70% номинального износа . Изношенные роторы повреждают новые статоры из-за абразивного контакта и неправильного образования полостей. И наоборот, новые роторы в изношенных статорах имеют чрезмерный зазор, что снижает объемный КПД на 15-30% и вызывает проскальзывание, вызывающее выделение тепла. Для достижения оптимальной производительности и долговечности заменяйте соответствующие комплекты, если какой-либо из компонентов имеет значительный износ.
Стратегическое управление запасными частями снижает затраты на жизненный цикл за счет 25-35% по сравнению с подходами реактивного обслуживания. [^68^]
Отслеживайте часы работы и состояние жидкости с помощью программного обеспечения для управления насосом. Заменяйте статоры заранее. 80% ожидаемой продолжительности жизни во время планового технического обслуживания, а не дожидаясь катастрофического отказа, который повредит роторы и корпус. Такой подход исключает расходы на экстренную доставку (обычно 200–400 % от стоимости стандартных деталей) и предотвращает побочный ущерб дорогим компонентам привода.
Роторы с незначительным поверхностным износом могут быть повторно хромированный или с керамическим покрытием в размере 40-60% от стоимости замены. Соединительные тяги и приводные валы подвергаются правке и полировке, если прогиб остается менее 0,05 мм/м. Однако никогда не ремонтируйте статоры — деградация эластомера является внутренней и невидимой; Услуги по замене футеровки приводят к нестабильной толщине стенок и посадкам с натягом.
Используйте этот протокол проверки перед возвратом насосов в эксплуатацию:

Винтовые насосы оснащены статором одинаковой толщины стенки, имеют одинаковые характеристики насоса, расход насоса и давление увеличены. Одинаковая...
Смотрите подробности
Насос Meijia, монтируемый на автомобиль, не только устойчив и надежен, но и оснащен универсальными колесами, которые гибко вращаются и могут быть легк...
Смотрите подробности
Входное отверстие представляет собой насос W-типа с большим бункером и соединительным валом с несколькими спиральными лопастями (которые могут эффе...
Смотрите подробности
Вертикальные винтовые насосы Meijia T-типа могут быть достигнуты за счёт длины корпуса насоса на различных глубинах бассейна, бункер насоса расположен...
Смотрите подробности
S-насос с опорой несущей рамы выдерживает более высокие осевые нагрузки и может использоваться в условиях высокого давления, например, в условиях в...
Смотрите подробности
Насосы Meijia типа B с прямым подключением компактны, просты в обслуживании, имеют низкие инвестиционные затраты и подходят для широкого спектра распр...
Смотрите подробности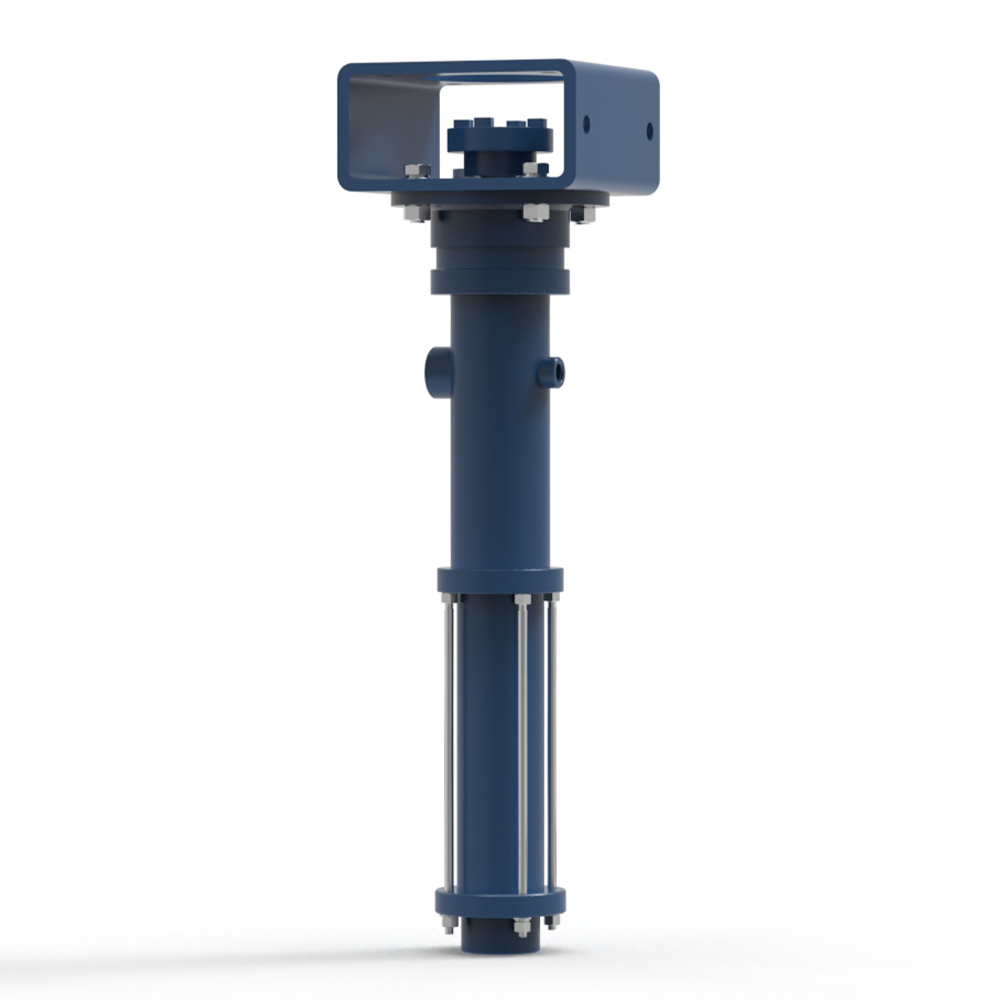
Точные значения расхода и широкий выбор материалов для дозирования и подачи всех видов герметиков. Принцип работы Насос MeiJia предста...
Смотрите подробности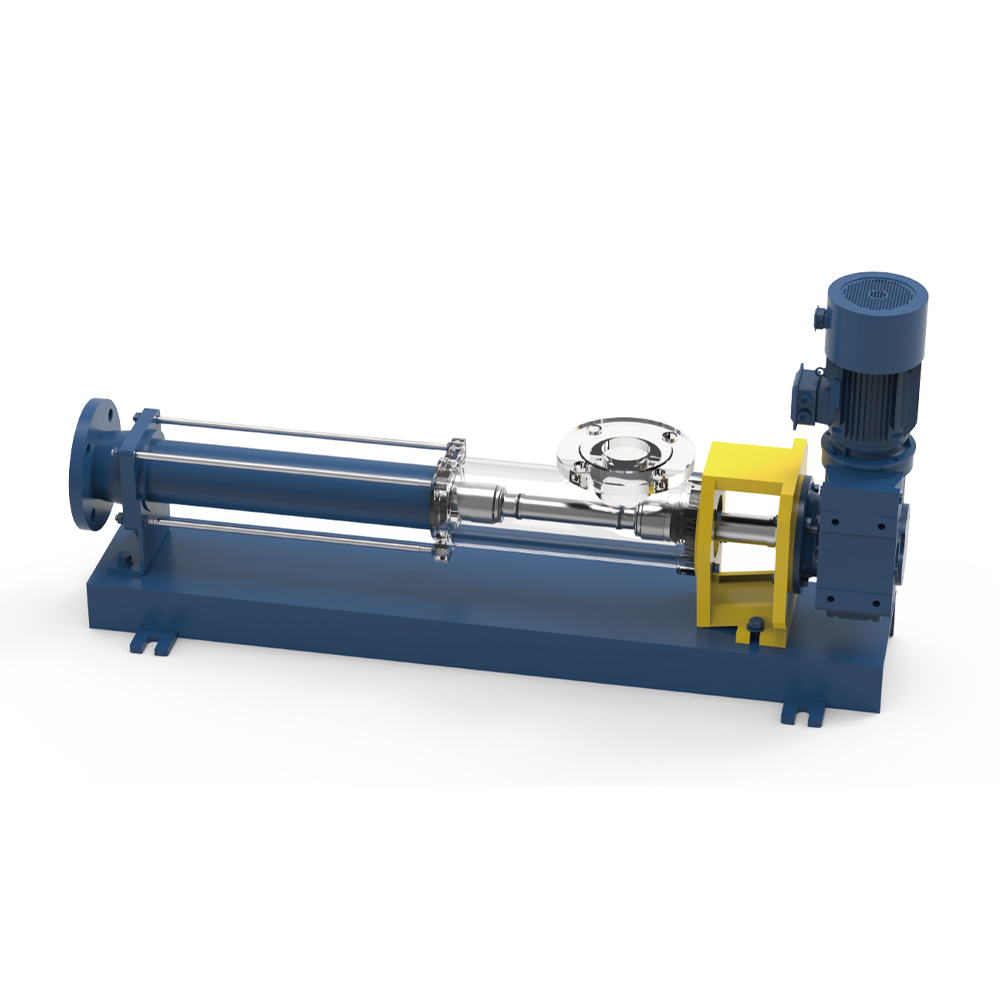
В редукторе скорости используется винтовой насос серии K, а длина насоса может быть уменьшена, поэтому его можно использовать в местах с узким простра...
Смотрите подробности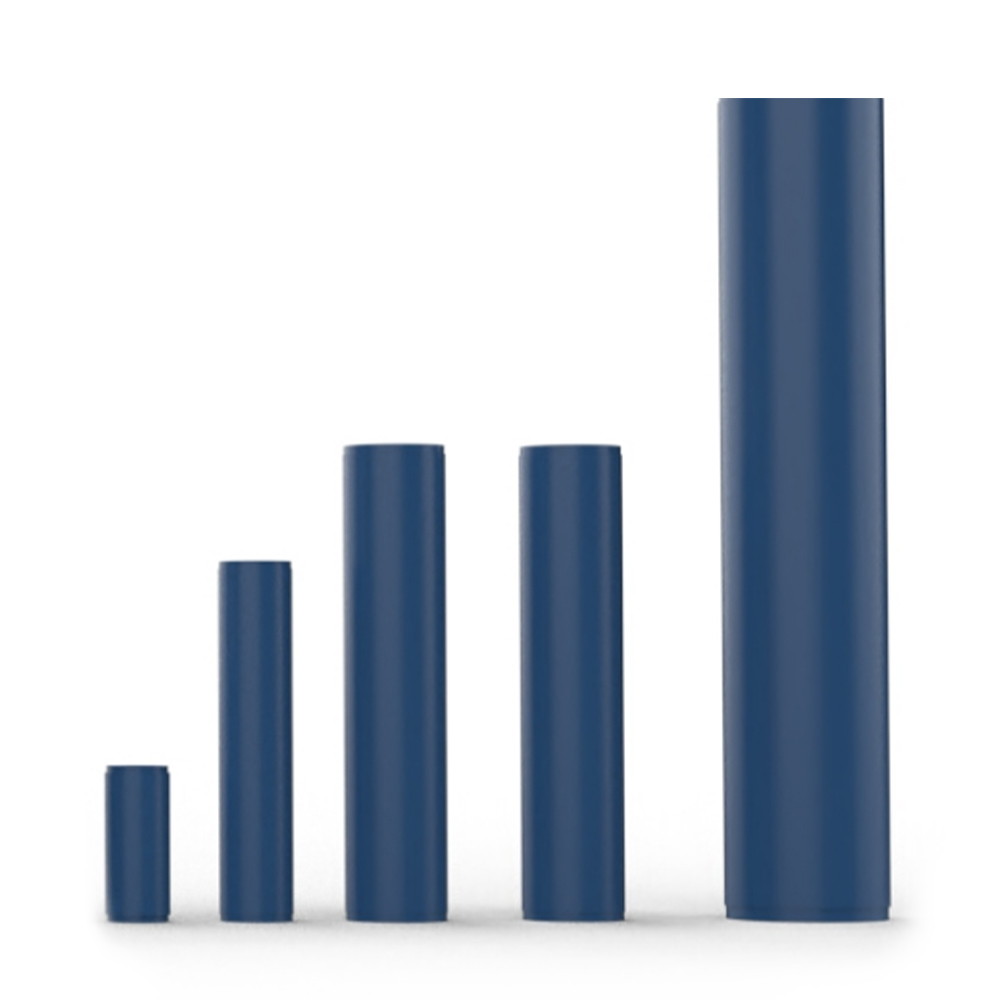
Для разных условий работы доступны различные материалы, такие как NBR, HNBR, EPDM и FKM..
Смотрите подробности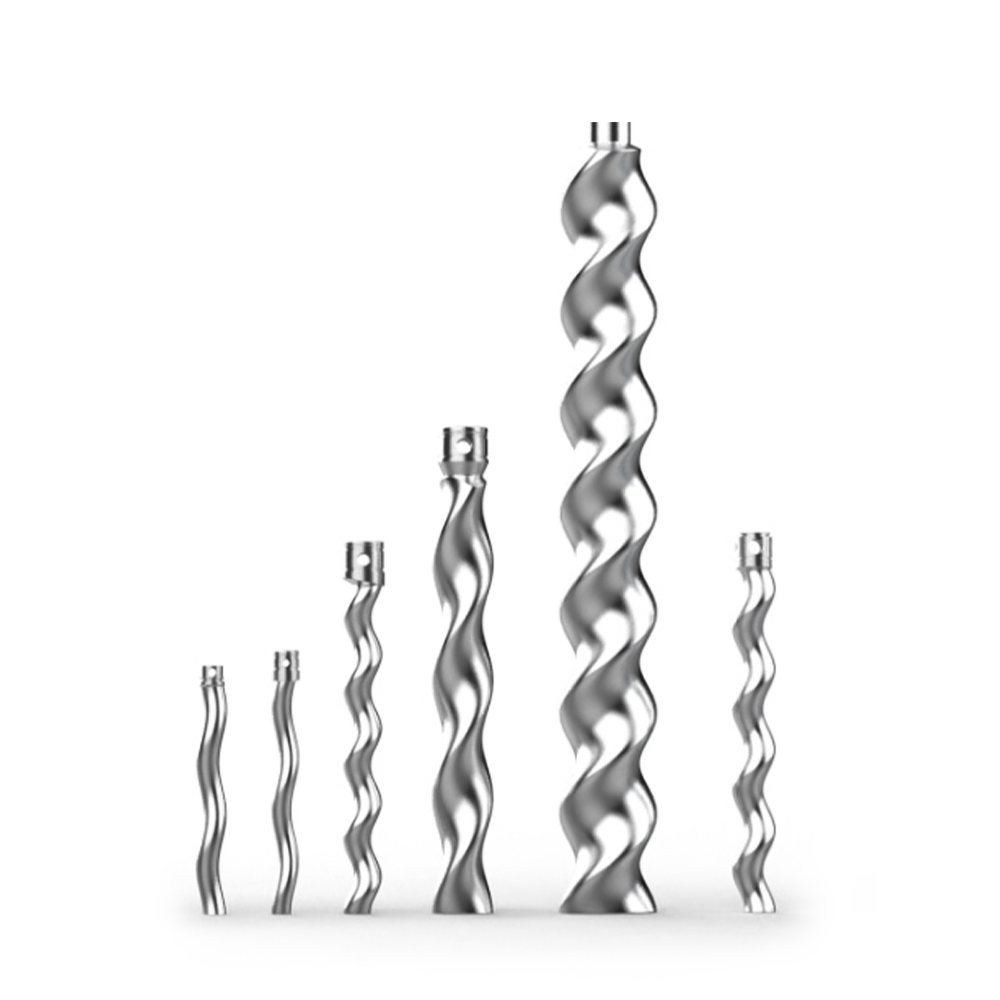
Доступны различные материалы: 304, 316L, 2205, покрытие поверхности ротора может быть хромированным или напыленным из карбида вольфрама.
Смотрите подробностиСвязаться с нами
Адрес: Китай, провинция Цзянсу, город Цзинцзян, зона экономического развития, улица Синтай, д.36
Тел: +86-13515167342
Факс: +86-523-84261117
Электронная почта: [email protected]
Мы хотели бы
слышать от тебя!